Dvigatel bo'limi uchun qanday uskunalar kerak. Yuk tashish transport vositasining dvigatel qismini loyihalash
- 269,50 KbKIRISH
Rossiya avtomobil transporti ko'p jihatdan iqtisodiyot va jamiyat ehtiyojlarini qondirmaydi, zamonaviy talablarga javob bermaydi va inqiroz holatida.
Mamlakatda tashish hajmi pasaymoqda (ayniqsa, yuk tashish uchun), malakali kadrlar - nafaqat haydovchilar, balki transport tashkilotchilari ham halokatli etishmasligi; Hatto vazirlik darajasida ham iqtisodiyotning ushbu sektorini rivojlantirish konsepsiyasi mavjud emas, qonunchilik bazasi jahon miqyosida eskirgan (mamlakatda 1987 yildan boshlab transport qoidalari mavjud). Har bir hududning o‘ziga xos tarif va qoidalari borligi ham yuk tashishga salbiy ta’sir ko‘rsatmoqda.
Bundan tashqari, bugungi kunda hech kim transport xarajatlarining tovarlar tannarxidagi ulushi qancha ekanligini aniq ayta olmaydi. Ba'zi ma'lumotlarga ko'ra, ishlab chiqarish tannarxidagi transport xarajatlari 15-20% ni tashkil qiladi (Yevropa mamlakatlarida bu ko'rsatkich 7-8% ni tashkil qiladi), ammo ular doimiy ravishda o'sib bormoqda. Va bu inflyatsiya jarayonlarini sezilarli darajada oshiradi va mahalliy tovarlarning raqobatbardoshligini pasaytiradi.
Rossiya aholisining harakatchanligi rivojlangan xorijiy mamlakatlarga qaraganda 2,5 baravar past, chunki butun mamlakat bo'ylab qo'llab-quvvatlovchi transport tarmog'ining yo'qligi yagona iqtisodiy makonning rivojlanishiga va shaxsiy harakatchanlikning o'sishiga to'sqinlik qiladi. 12 million aholi istiqomat qiladigan 28 mingga yaqin aholi punktlarida yil davomida avtotransport jamoasi mavjud emas.
Bugungi kunda ulkan umumiy moddiy va moliyaviy xarajatlar bilan mamlakatda ko‘plab transport muammolarini hal qilish samaradorligi nihoyatda past bo‘lib bormoqda, yuk tashish raqobatbardosh bo‘lib bormoqda, yo‘lovchi tashish esa tobora kamayib bormoqda.
Shu bilan birga, 90-yillarning boshlarida Rossiya avtomobil transporti tizimi dunyodagi eng ilg'or tizimlardan biri bo'lib, yuklarni etkazib berish tezligi bo'yicha AQShga yaqinlashdi. Vaziyatni tuzatish uchun transport faoliyatini davlat tomonidan tartibga solishni kuchaytirish zarur.
Transport sohasini rivojlantirishning asosiy yo‘nalishlari quyidagilardan iborat: jamoat transportini jadal rivojlantirish va moddiy-texnika bazasini mustahkamlash. Avtotransport vositalarini ta'mirlash bazasini mustahkamlash va uning operatsion tizimini takomillashtirish. Avtotransportda, harakatlanuvchi tarkibning texnik holatini yaxshilash va ta'mirlash. Buning uchun: avtotransport parki tuzilmasini takomillashtirish, uning yuk ko‘tarish qobiliyati yuqori bo‘lgan avtotransport vositalari, ixtisoslashtirilgan va kam tonnali avtotransport vositalari ulushini ko‘paytirish, xalqaro kommunikatsiyalarda avtobuslar va tashishlar bilan ta’minlash, avtotransport vositalari faoliyatini yaxshilash bo‘yicha chora-tadbirlarni amalga oshirish zarur. transportning barcha turlari va ularning xalq xo‘jaligi va aholi ehtiyojlariga to‘la mos ravishda rivojlanishini ta’minlasin.
Dizel dvigatelli avtobuslar ishlab chiqarishni ko‘paytirish kerak. Yuqori kafolatlangan yurish va katta yo'lovchi sig'imi bo'lgan shahar avtobuslarini ishlab chiqarishni o'zlashtirish kerak. Ichki yonuv dvigatelining konstruksiyalarini takomillashtirish orqali yoqilg‘i samaradorligini oshirish mumkin.
Avtomobil transportining rivojlanishi bilan bog'liq holda, avtoulovlarga texnik xizmat ko'rsatish va ta'mirlashda diagnostika va texnik xizmat ko'rsatiladi, bu esa nosozlikni topishga imkon beradi va bu haqda ma'lumot ishonchlilik nazariyasidan avtomobilning texnik holatini boshqarish uchun ham qo'llaniladi; . Avtomobillarga texnik xizmat ko'rsatish bo'yicha mutaxassislar ishonchlilik nazariyasi elementlarini, texnik ta'mirlashni, shuningdek, avtomobillarning texnik holatidagi o'zgarishlarga ta'sir qiluvchi tegishli uskunalarni bilishlari kerak.
1.DIZAYN OB’YEKTI XUSUSIYATLARI
Ushbu kurs loyihasining maqsadi 40 ta KamAZ 5511 va 70 ta ZIL 4505 rusumli avtomashinalarni boshqaradigan yuk mashinasining dvigatel qismini loyihalashdan iborat.
GAZ-53 - bu sovet yuk mashinasi, V shaklidagi 8 silindrli dvigatelli uchinchi avlod GAZ o'rta yuk mashinalari oilasi.
MAZ-500 - Minsk avtomobil zavodida ishlab chiqarilgan sovet yuk mashinasi.
Birinchi prototiplar 1958 yilda paydo bo'lgan, yuk mashinasining birinchi sinov agregatlari 1963 yilda chiqarilgan va ularning ommaviy ishlab chiqarilishi 1965 yil mart oyida boshlangan.
1-jadval - GAZ - 53 va MAZ - 500 avtomashinalarining xususiyatlari
Dvigatel qismi avtomobildan chiqarilgan dvigatellarni ta'mirlash uchun mo'ljallangan. Dvigatelni yuqori darajada ta'mirlashni ta'minlash uchun texnik talablar, sayt ishini tashkil etish, texnologik jihozlar, asboblar va asboblarning mavjudligi talab qilinadi. dvigatellar tegishli texnologik asbob-uskunalar bilan jihozlangan ixtisoslashtirilgan stantsiyalarda ta'mirlanadi.
2.Hisoblash VA TEXNOLOGIK QISM
2.1.Xizmat ko'rsatish va texnik reglamentlarning dastlabki standartlarini hisoblash
Hisoblash uchun dastlabki ma'lumotlar
2.1-jadval
|
Ko'rsatkichlar |
Hisoblash uchun ma'lumotlar |
||
Avtomobil markasi, modeli |
|||
Asosiy model |
|||
ATP Asp-da ro'yxatga olingan avtomobillar soni |
|||
Yilda avtomobillarning ishlagan kunlari Dr.g |
|||
Avtotransportning o'rtacha kunlik yurishi Ls.s, km |
|||
Yiliga ish vaqti (zonalar, uchastkalar): |
|||
Ish kunlari soni Dr.z |
|||
Smenalar soni n |
|||
Shift davomiyligi tcm, h |
|||
Avtomobilni saqlash usuli |
Ochiq |
||
Tabiiy va iqlimiy ish sharoitlari |
Sovuq |
||
2.2 Texnik reglamentlar va texnik xizmat ko'rsatish uchun dastlabki standartlarni tanlash
Texnik xizmat ko'rsatish chastotasi, texnik xizmat ko'rsatishning mehnat zichligi va 1000 km uchun texnik ta'mirlashning o'ziga xos mehnat zichligi uchun dastlabki standartlar ONTP-01-86 dan qabul qilingan.
2.2-jadval
2.3. Dastlabki ta'mirlash va texnik standartlarni sozlash
2.3.2. Ta'mirlash oralig'ida avtomobilning yurishini aniqlash
Bu erda: - Qirg'iziston Respublikasigacha bo'lgan standart avtomobil masofasi (ONTP-01-86); = 200000 km
Ishlash toifasini hisobga olgan koeffitsient (ONTP-11-86) =0,8
Harakatlanuvchi tarkibning modifikatsiyasini hisobga olgan holda koeffitsient va
uning ishini tashkil etish (ONTP-01-86); =1,0
Tabiiy-iqlim sharoitlarini hisobga olgan holda koeffitsient; =0,8
200000*0,8*1,0*0,8=128000 km
Hisoblash natijalari 2.4-jadvalda jamlangan. 2.4-jadval
4.3.4. 1000 km uchun TR ning taxminiy mehnat zichligini aniqlash
bu erda: - 1000 km uchun TR standart o'ziga xos mehnat zichligi
(2.2-jadvalga qarang)
UZ mehnat intensivligini sozlash omiliga qarab
harakatlanuvchi tarkibning ishini tashkil etishda o'zgartirishlar
(ONTP-01-86)
UZ mehnat intensivligini sozlash omiliga qarab
tabiiy va iqlim sharoitlari (ONTP-01-86)
UZ mehnat intensivligini sozlash omiliga qarab
ATP o'lchamlari (ONTP-01-86)
UZ mehnat intensivligini sozlash omiliga qarab
avtomobilni saqlash usuli (ONTP-01-86)
16,0*1,2*1,15*1,2*1,1*0,9=26,23 kishi-soat/1000
Hisoblash natijalari 4.6-jadvalda jamlangan. 2.6-jadval.
5. TEXNOLOGIK HISOBI
5.1. Texnik tayyorgarlik koeffitsientini aniqlash
Lcc – avtomobilning o‘rtacha kunlik yurishi, km (manba ma’lumotlariga qarang, 4.1-jadval);
Texnik xizmat ko'rsatish va ta'mirlashda to'xtab qolish vaqti, 1000 km uchun kunlar (13-ilova);
Qirg‘iziston Respublikasida avtotransport vositalarining to‘xtab qolishi (13-ilovaga qarang);
Qirg'iziston Respublikasiga avtomobilning yurgan masofasi (4.4-jadval hisobiga qarang);
5.2. Avtotransport vositalaridan foydalanish darajasini aniqlash
Yillik transport vositalarining ishlagan kunlari (manba ma'lumotlariga qarang, 4.1-jadval);
Texnik tayyorgarlik koeffitsienti (hisoblashning 5.1-bandiga qarang);
Ekspluatatsion sabablarga ko'ra parkning ish kunlarida texnik jihatdan sog'lom transport vositalaridan foydalanishning kamayishi hisobga olinadigan koeffitsient;
5.3. Parkning umumiy yillik yurishini aniqlash
Ro'yxatdagi avtomobillar soni (manba ma'lumotlariga qarang, 4.1-jadval)
Avtomobilning o'rtacha kunlik yurishi (manba ma'lumotlariga qarang, 4.1-jadval);
Park foydalanishning taxminiy koeffitsienti (hisoblashning 5.2-bandiga qarang).
5.5.2. Ta'mirlash joylari uchun yillik ish hajmini aniqlash
Avtotransport vositalarining umumiy yillik yurishi (hisoblashning 5.3-bandiga qarang);
1000 km uchun TR ning taxminiy mehnat zichligi (hisoblashning 4.3.4-bandiga qarang);
C% - bu bo'limga tegishli bo'lgan joriy ta'mirlashning mehnat zichligi TR tuman ishlarining umumiy mehnat zichligidan foizi (14-ilovaga qarang).
5.6.1. Shina ustaxonasi uchun mavjud ishchilarni hisoblash
Ish tavsifi
Avtomobil transportining rivojlanishi bilan bog'liq holda, avtoulovlarga texnik xizmat ko'rsatish va ta'mirlashda diagnostika va texnik xizmat ko'rsatiladi, bu esa nosozlikni topishga imkon beradi va bu haqda ma'lumot ishonchlilik nazariyasidan avtomobilning texnik holatini boshqarish uchun ham qo'llaniladi; . Avtomobillarga texnik xizmat ko'rsatish bo'yicha mutaxassislar ishonchlilik nazariyasi elementlarini, texnik ta'mirlashni, shuningdek, avtomobillarning texnik holatidagi o'zgarishlarga ta'sir qiluvchi tegishli uskunalarni bilishlari kerak.
Mazkur ishlarning maqsadi “Severalmaz” OAJ sharoitida samosvallarga texnik xizmat ko‘rsatish va ta’mirlashni tashkil etishni takomillashtirishdan iborat.
Tezis loyihasi ta'mirlash maydonining bo'sh joylarida motor qismini joylashtirishni nazarda tutadi. Dvigatel qismida biz dvigatelni, orqa aksni va osma tsilindrlarni, asosan, noto'g'ri qismlarni almashtirish orqali ta'mirlaymiz. Ushbu taqsimot ishchilarga eng murakkab birlik sifatida dvigatelni ta'mirlashga ixtisoslashish imkonini beradi.
Avtotransport vositalariga texnik xizmat ko'rsatish va ta'mirlashni tashkil etish va texnologiyasidagi kamchiliklar va ularning sabablari.
Korxonada profilaktika va ta’mirlash ishlarini tashkil etishda texnik holat va joriy ta’mirlash muddatiga ta’sir etuvchi qator kamchiliklar mavjud. "Severalmaz" OAJ ishini tahlil qilib, quyidagi kamchiliklarni aniqlash mumkin:
- ishlab chiqarish maydonining etishmasligi;
- shamollatish yo'qligi; samosvallarga texnik xizmat ko'rsatish zonasida shift balandligining etarli emasligi;
- texnik xizmat ko'rsatish va ta'mirlash zonalarining kam yoritilishi;
- Avtomobilni yuvish ochiq maydonda amalga oshiriladi.
"Severalmaz" OAJ uchun texnik xizmat ko'rsatish va ta'mirlash ishlarini tashkil etishni takomillashtirish bo'yicha taklif qilingan chora-tadbirlar. Korxonaning normal ishlashi va samosvallarni ta'mirlashda ishlamay qolish vaqtini kamaytirish uchun loyihada quyidagi takomillashtirish choralari ko'zda tutilgan:
- ustaxonalar va uchastkalarda zarur jihozlar, asboblar va moslamalarni sotib olish;
- ishlab chiqarish xodimlarining malakasini oshirish;
- egzoz ventilyatsiyasini o'rnatish;
- TR hududida qo'shimcha yoritish moslamalarini o'rnatish.









KIRISH 7
1. Analitik qism 9
- 1.1 "Severalmaz" OAJning umumiy tavsifi 9
- 1.2 Harakatlanuvchi tarkibning xususiyatlari 11
- 1.3 "Severalmaz" OAJ sharoitida samosvallarga texnik xizmat ko'rsatish va ta'mirlashning mavjud tashkil etilishi va texnologiyasini tahlil qilish va ularni takomillashtirish bo'yicha taklif qilingan chora-tadbirlar 13
- 1.3.1 Avtotransport vositalariga texnik xizmat ko'rsatish va joriy ta'mirlash uchun ishlab chiqarish ustaxonalari, bo'limlari va jihozlarining mavjudligi, ularning holati va tartibi 13
- 1.3.2 Ta'mirlash ishchilari, muhandislik va texnik xizmat ko'rsatuvchi xodimlarning tarkibi va malakasi 23
- 1.3.3 Avtotransport vositalariga texnik xizmat ko'rsatish va ta'mirlashni tashkil etish va texnologiyasining ilg'or usullarini ko'rib chiqish 25
- 1.3.4 "Severalmaz" OAJda texnik xizmat ko'rsatish, ta'mirlash va diagnostikaning mavjud tashkiliy va texnologiyasi 31
- 1.3.5 Avtotransport vositalariga texnik xizmat ko'rsatish va ta'mirlashni tashkil etish va texnologiyasidagi kamchiliklar va ularning sabablari 32
- 1.3.6 Diplom loyihasi mavzusini asoslash 33
2. Hisoblash va texnologik qism 34
- 2.1 Manba ma'lumotlarini tanlash 34
- 2.2 Texnik xizmat ko'rsatish va ta'mirlash standartlarini sozlash 35
- 2.3 Ishlab chiqarish dasturini hisoblash 39
- 2.4 O'zgartirishga texnik xizmat ko'rsatish va ta'mirlash dasturini hisoblash va ishlab chiqarish usulini tanlash 42
- 2.5 Texnik xizmat ko'rsatish va ta'mirlashning yillik mehnat zichligini hisoblash 43
- 2.6 Xizmat ko'rsatish va ta'mirlashning yillik mehnat zichligini ish turlari bo'yicha taqsimlash 44
- 2.7 Ishning umumiy mehnat zichligi 49
- 2.8 Ishchilar sonini hisoblash 49
- 2.9 Uskunalar 51
- 2.10 Dvigatel uchastkasining maydonini hisoblash 54
3. Dizayn qismi 55
- 3.1 Texnik topshiriq 55
- 3.2 Texnik taklif 56
- 3.3 Loyiha loyihasi 61
- 3.4 Ankraj murvatlarini hisoblashni tekshiring 76
4. Mehnat muhofazasi va atrof-muhit xavfsizligi 80
- 4.1 Sanoatda mehnatni muhofaza qilish bo'yicha umumiy talablar 80
- 4.1.1 Sanoatda mehnatni muhofaza qilishning maqsad va vazifalari 80
- 4.1.2 Mehnatni muhofaza qilish sohasidagi davlat siyosatining asosiy yo'nalishlari 82
- 4.2 Ishga kadrlarni tanlash va tayyorlash tartibi 83
- 4.3 Ta'mirlash va ta'mirlash vaqtida odamlarga ta'sir qiluvchi zararli va xavfli omillarni tahlil qilish 87
- 4.3.1 Zararli va xavfli ishlab chiqarish omillari ro'yxati 87
- 4.3.2 Shaxsiy himoya vositalari bilan ta'minlash 88
- 4.3.3 Yoritish, isitish, shamollatish uchun mehnat xavfsizligi talablari 89
- 4.4 Atrof-muhitni muhofaza qilish bo'yicha chora-tadbirlar tizimi 96
- 4.5 Yong'indan himoya qilish tizimi 97
5. Iqtisodiy qism 100
- 5.1 Loyiha uchun investitsiyalarni hisoblash 103
- 5.2 Operatsion xarajatlarni hisoblash 104
- 5.3 Moliyaviy natijalarga tegishli soliqlar 112
- 5.4 Ishchi kuchini qisqartirish orqali xarajatlarni kamaytirish 112
- 5.5 Balans foydasini hisoblash 114
- 5.6 Daromad solig'ini hisoblash 114
- 5.7 Sof foydani hisoblash 115
- 5.8 Loyiha uchun iqtisodiy foyda 115
- 5.9 Loyihaning tijorat samaradorligini hisoblash 115
BIBLIOGRAFIK RO‘YXAT 122
Ishlab chiqarish bo'limlarining maydonlarini hisoblash
TO va TR zonalari maydonlarini hisoblash
Ta'mirlash, texnik va diagnostika zonalarining maydoni quyidagi formula bo'yicha hisoblanadi:
F= (fa + fob) PE ChKpl
fa- avtomobil egallagan maydon = 13,7
fob - uskunalar egallagan maydon
fob = .025Xfa = 3,4
Kpl - xabarlar soni = 5
FTO-1= (3,4+13,7) H2H5 = 171
FTO-2= (3,4+13,7)X1Ch5 = 85,5
FD = (3,4+13,7)H1H5 = 85,5
FTR= (3,4+13,7)H4H5= 342
Fsvzh= (3,4+13,7)X1Ch5 = 85,5
Fm = (3,4+13,7)H1H5 = 85,5
Fder= (3,4+13,7)H1H5 = 85,5
Avtotransport vositalarini stendlash bo'yicha ustaxonalar maydonlarini hisoblash
Avtotransport vositalarini joylashtirish maydonlarini hisoblash uchun zonalar maydonlarini hisoblash uchun bir xil formuladan foydalaniladi.
Rassomlik, payvandlash va qalaychilik sexi:
F= (fa + fob) PE ChKpl
Avtotransportni o'rnatmasdan ustaxona maydonlarini hisoblash
Taxminiy hisob-kitoblar uchun har bir ishchi uchun maxsus standart maydonlar qo'llaniladi:
F= (f1+f2) X (Rsh-1)
12-jadval
|
Seminar nomi |
|||||
|
Diagnostika maydoni |
|||||
|
Payvandlash va qalaychilik |
|||||
|
Rassom |
|||||
|
Yog'ochga ishlov berish |
|||||
|
Agregat |
|||||
|
Mexanik montajchi |
|||||
|
Elektro - yoqilg'i |
|||||
|
Shina ta'mirlash |
|||||
|
Issiqlik ishlov berish ustaxonasi |
|||||
|
Armatura - fon rasmi |
|||||
Yordamchi ustaxonalarning maydonlarini hisoblash
avtomobil gaz ta'mirlash
Tuman= 18+(Rsh-1)Ch 12= 18+(3-2)Ch12 = 42
Jihozni yuvish joyi
Fm = PuCH fy Ch Kpl Ch Kn = 6Ch2,2Ch4,5Ch1,5 = 89 m2
Pu - 2 millionga 1 ta o'rnatish hisobiga kir yuvish moslamalari soni. km. umumiy kilometr = 6
fy - yuvish moslamasi egallagan maydon = 2,2 m2
Kpl - uskunaning zichlik koeffitsienti = 4,5
Kn - o'rnatishning notekis ishlash koeffitsienti = 1,2….1,5
Uy-joy binolarining maydoni
Maydoni 1 doimiy ishchiga 1,5....2 m2 hisobidan belgilanadi:
Fb = 2H Rsh = 2 H 34 = 68
Dvigatel ustaxonasini batafsil ishlab chiqish
Dastgoh joylashuvi
Dvigatel sexi agregat sexi bilan umumiy xonada, santexnika va mexanika sexi yonida joylashgan. Dastlabki hisob-kitoblarga ko'ra ustaxonaning umumiy maydoni 64 m2 ni tashkil qiladi.
Dvigatel ustaxonasining maqsadi
Seminar dvigatellar, mexanizmlar va dvigatel tizimlarini ta'mirlash, ehtiyot qismlarni tanlash va yig'ish uchun mo'ljallangan. Seminar dvigatelning to'g'ri yig'ilishini tekshiradi va sovuq yugurishni amalga oshiradi.
Seminarni tashkil etish
Ustaxona bir smenada ishlaydi. Sexda 4 nafar ishchi ishlaydi: 2 ta mexanik va 2 ta montajchi.
TR postlaridan dvigatel, tashqi yuvinishdan so'ng, dvigatel do'koniga kiradi, u erda stendga o'rnatiladi yoki ta'mirlashni kutayotgan platformaga joylashtiriladi.
Stendda dvigatel qismlarga va qismlarga ajratiladi.
Yuvib bo'lgandan so'ng, qismlar texnik shartlarga muvofiqligi tekshiriladi va 3 guruhga ajratiladi: mos keladigan, ta'mirlashni talab qiladigan va almashtirishni talab qiladigan. Yaxshi qismlar montajchilar stoliga, ta'mirlashni talab qiladiganlar esa mexanik sexga yuboriladi va u erda ular ta'mirlanganlarga almashtiriladi. Foydalanishga yaroqsiz qismlar ombor orqali yangi yoki rekonstruksiya qilingan qismlarga almashtiriladi, yaroqsiz qismlar esa hurda sifatida hisobdan chiqariladi.
Dvigatel ustaxonasida vaqt kamarini ta'mirlash ishlari olib borilmoqda. Chamferlarni silliqlashdan so'ng, valflar silindr boshi o'rindiqlariga erga ulanadi, o'rnatiladi va o'rnatiladi. Dvigatel barcha qoidalar va qoidalarga muvofiq yig'ilgan.
Yig'ilgan dvigatel sovuq ishlash va sinov uchun stendga o'rnatiladi. Shundan so'ng u TR postlariga yoki aylanma birliklar omboriga yuboriladi.
Dvigatel ustaxonasi uchun uskunalar
Uskunalar dvigatelni ta'mirlash ishlarining to'liq hajmini ta'minlashi kerak va shu bilan birga ortiqcha narsa bo'lmasligi kerak.
|
Ism |
O'lchamlari |
Miqdori |
||
|
Ehtiyot qismlar uchun yuvish vannasi |
||||
|
Mexanik ish stoli |
||||
|
Birlashtiruvchi novdalarni tekshirish va to'g'rilash uchun qurilma |
ish stoli |
|||
|
Vana silliqlash mashinasi |
||||
|
Vana silliqlash stendi |
||||
|
Ehtiyot qismlarni ta'mirlash uchun stend |
||||
|
Komponentlar va ehtiyot qismlarni saqlash uchun raf |
||||
|
Mushuk boshi |
to'xtatilgan |
|||
|
Asboblar va ehtiyot qismlar uchun shkaf |
||||
Belgilangan ustaxona maydoni:
Fi = fob Ch Kpl = 13,7 Ch 4,5 = 61,7
Dvigatel ustaxonasining qabul qilingan maydoni 62 m2
Dvigatel sexida smenada 2 nafar ishchi ishlaydi.
1-sahifa
Texnologik jihozlarni tanlash.
Dvigatel qismi mexanizmlarni va alohida dvigatel qismlarini ta'mirlash uchun mo'ljallangan. Dvigatelni muntazam ta'mirlashda odatiy ishlar quyidagilardir: piston halqalarini, pistonlarni, piston pinlarini almashtirish, biriktiruvchi novda va piston podshipniklarini operatsion o'lchamdagi laynerlar bilan almashtirish, bosh qistirmasini almashtirish, yoriqlar va buzilishlarni bartaraf etish (payvandlash bo'limida), klapanlarni lapping va silliqlash.
Dvigatelni muntazam ta'mirlashni amalga oshirgandan so'ng, ish sharoitida ko'proq chidamlilikni ta'minlaydigan yuksiz ta'mirdan keyin komponentlar va qismlarni ishonchli silliqlashni ta'minlash uchun sovuq va issiq ishga tushirishni amalga oshirish kerak. Texnologik jihozlarni tanlash bajariladigan ish turlari va harakatlanuvchi tarkibning texnik xususiyatlari bilan belgilanadi. Texnologik jihozlar ro'yxati 15-jadvalda keltirilgan
15-jadval
Texnologik uskunalar ro'yxati
|
Nomi, belgilanishi, turi, uskuna modeli, aksessuarlar |
Texnik spetsifikatsiyalar | |||
|
MPB 32.7 dvigatellari uchun sinov stendi |
200 kVt, 3660´2200 | |||
|
Dvigatel ta'mirlash stend 2164 |
1300´846, mobil | |||
|
Birlashtiruvchi rodlarni to'g'rilash uchun universal qurilma mod.2211 |
Ish stoli | |||
|
Dvigatel tsilindrlarini zerikarli qilish uchun mashina mod.2407 |
275´380, 1,5 kVt | |||
|
Silindrni polishing mashinasi 2291A |
425´172, 1,5 kVt | |||
|
Vana silliqlash mashinasi 2414A |
Stol usti, 0,27 kVt | |||
|
Universal valf o'rindiqlarini maydalagich, 2215 |
Stol usti, 0,6 kVt | |||
|
NS-12A stol usti burg'ulash mashinasi | ||||
|
Supaplar uchun pnevmatik matkap, 2213 | ||||
|
Siqish o'lchagichi, mod.179 | ||||
|
Mobil gidravlik kran, 423M |
750kg, 2400'1200 | |||
|
Silindrsimon silliqlash mashinasi | ||||
|
Yuvish moslamasi, mod. OM-5359 GOSNITI | ||||
|
OKS-167IM gidravlik pressi |
1500´640, 1,7 kVt | |||
|
Silindr kallaklarini qismlarga ajratish va yig'ish uchun qurilma, mod. |
Ish stoli | |||
|
Bir ish joyi uchun metallga ishlov berish dastgohi, ORG-1468-01-060A | ||||
|
Ikkita ish stantsiyasi uchun metallga ishlov berish dastgohi, ORG-1468-01-070A | ||||
|
Dvigatelni saqlash uchun tokcha | ||||
|
Asboblarni saqlash shkafi, ORG-1603 | ||||
|
Materiallar va o'lchov vositalarini saqlash uchun shkaf, ORG-1468-07/-040 | ||||
|
latta uchun ko'krak | ||||
|
Qum qutisi | ||||
|
OHP-10 yong'inga qarshi vositalar | ||||
|
Yong'in o'chirish moslamalari OU-5 | ||||
|
Lavabo |
Saytda mashhur:
Krank mexanizmi va vaqt mexanizmi
Silindr bloki alyuminiy qotishmasidan quyiladi. Blok to'qimalari ikki usulda amalga oshirilishi mumkin: quyma va quyma. Silindr blokiga aşınmaya bardoshli quyma temirdan quyilgan "ho'l" silindrli qoplamalar kiritiladi. Blokni quyish usuliga qarab, silindrli qoplamalar turli xil ...
Transport rejasi
Biznes sharoitida korxona o'z faoliyatini transport xizmatlari va mahsulotlariga bo'lgan talabdan kelib chiqib mustaqil ravishda rejalashtiradi. Rejalar iste’molchilar bilan tuzilgan shartnomalar asosida tuziladi. Kompaniya shartnomalar asosida transport xizmatlari va mahsulotlariga tarif va narxlarni belgilaydi. Dastlabki maʼlumotlar...
ChKAB signalizatsiya qurilmalari bilan kesishuv signalizatsiyasini ulash
Yondashuv uchastkasini shakllantirish uchun o'tish joyi joylashgan blok uchastkasining rels zanjiri kesishish joyidagi kesish nuqtasi bilan bo'linadi. Trek zanjiri kesilgan joyda kodlar harakatning to'g'ri va noto'g'ri yo'nalishi bo'yicha uzatiladi. Kod rayining xususiyati...
Uskunalar egallagan umumiy maydoni 30,81 kv. m.
2.6 Dvigatel uchastkasining ishlab chiqarish maydonini hisoblash
Dvigatel maydonining maydoni quyidagi formula bo'yicha aniqlanadi:
uskunani joylashtirish zichligi koeffitsienti qayerda, vosita bo'limi uchun = 4 ni olamiz; (16-jadval)
Uskunalar zichligi koeffitsientlari
16-jadval
Rejadagi jihozlarning umumiy maydoni, 15-jadvaldan
SNiP-larga asoslanib, biz B = 9 m sayt binolarining kengligini qabul qilamiz, keyin sayt binolarining uzunligi: 108: 9 = 12 m bo'ladi.
Binoning balandligini 3 metr qilib tanlaymiz. Tashqi devorlar 60 sm qalinlikda qilingan.
Biz beton asosda tsement zaminni tanlaymiz.
3. Texnologik xarita
ZMZ-53 dvigatellarining krank vallari qotishma quyma temirdan quyiladi. Milya yonoqlari bilan bog'langan asosiy va birlashtiruvchi novda jurnallaridan iborat bo'lib, ularning davomi inertsiya ta'sirini kamaytiradigan qarshi og'irliklardir. ZMZ-53 dvigatelida beshta rulmanli krank mili mavjud, ya'ni. beshta asosiy rulmanga ega. Rulman qopqoqlari quyma temir bo'lib, blokga ikkita murvat va pinlar bilan mahkamlanadi. Asosiy rulmanli murvatlarning tortish momenti PO-110-120 N m (11 - 12 kgf m) bo'lishi kerak.
Krank mili podshipniklarini almashtirish.
Yog 'pompasi va bosimni pasaytiruvchi klapanlar to'g'ri ishlayotgan bo'lsa, rulmanlar taqillaganda va bo'sh tezlikda yog' bosimi 0,05 MPa (0,5 kg/sm2) dan pastga tushganda podshipniklar almashtiriladi. Astarlarni almashtirish zarurati, shuningdek, qalinligi bo'yicha astarlarning aşınma miqdori va juftlashdagi diametrli bo'shliqlar bilan belgilanadi. Agar eskirish va qalinligi 0,05 mm dan oshsa va diametrli bo'shliq 0,20 mm dan ortiq bo'lsa, astarlar yangilari bilan almashtiriladi. Astarlar va asosiy jurnal orasidagi nominal diametrli bo'shliq 0,026 - 0,071 mm bo'lishi kerak. Krank mili jurnallari yuzasida hech qanday burmalar yoki izlar bo'lmasligi kerak. Krank mili jurnallarining ovalligi, konusning va eskirishi 0,05 mm dan oshmasligi kerak. Jurnallar yuzasida ruxsat etilgan darajadan tashqarida burmalar, tirnalishlar yoki aşınmalar mavjud bo'lsa, astarlarni almashtirish tavsiya etilmaydi. Bunday holda, dvigatelni kapital ta'mirlashga yuborish kerak.
Silindr bloki va krank mili yuvish, quritish va tozalashdan keyin yig'ish stantsiyasiga kelishi kerak. Astarlar krank mili jurnallarining o'lchamiga mos ravishda tanlanadi. Ta'mirlash uchun sanoat quyidagi o'lcham guruhlari laynerlarini ishlab chiqaradi - standart; 0,05; 0,25; 0,5; 1; 1,25; 1.5.
Tekshiruvdan so'ng, kerakli o'lchamdagi yangi laynerlar yuviladi, artib tashlanadi va asosiy podshipniklar va birlashtiruvchi novda pastki boshlari to'shagiga o'rnatiladi, bundan oldin astar va jurnalning yuzasi dvigatel moyi bilan yog'langan. Astarlar birlashtiruvchi novda va asosiy podshipniklarning to'shagiga shunday o'rnatilishi kerakki, har bir astarning bo'g'inlaridan birida joylashgan qulflash o'simtalari yotoqlardagi ular uchun mo'ljallangan yivlarga to'g'ri keladi. Astarlarning bo'g'inlaridagi qulflash o'simtalari qo'l kuchi ta'sirida qoplamalar va blok yoki bog'lovchi novda to'shagidagi yivlarga erkin joylashishi kerak.
Astarlarni almashtirgandan so'ng, krank milining eksenel o'ynashi (0,075-0,175) nazorat qilinadi va agar uning qiymati ruxsat etilgan chegaralardan (0,25) tashqarida bo'lsa, tortish moslamasini almashtirish kerak. Astarlar va krank milini yig'ish sifati uni moment kaliti bilan aylantirish orqali nazorat qilinadi. ZMZ-53 dvigateli uchun tirgak momenti asosiy rulman qobiqlarini mahkamlagandan keyin oshmasligi kerak - 60 Nm (6,0 kgf-m).
4. Xavfsizlik choralari
4.1 Asboblar, asboblar va asosiy texnologik uskunalar uchun xavfsizlik talablari
Mehnat xavfsizligini ta'minlash uchun ishlab chiqarish uskunalari va texnologik jarayonlarning xavfsizligini ta'minlash kerak. Buning uchun mavjud asboblar va texnologik jihozlar mehnatni muhofaza qilish tizimi standartlari (OSHS), mehnatni muhofaza qilish bo'yicha normalar va qoidalar va sanitariya me'yorlari talablariga javob berishi kerak. Elektr xavfsizligini ta'minlash uchun barcha elektr boshqariladigan texnologik uskunalar ishonchli tarzda erga ulangan bo'lishi kerak. Topraklama qarshiligi 4 ohmdan oshmasligi kerak. Topraklama va izolyatsiya qarshiligi yiliga bir marta tekshiriladi.
Asfalt-beton zamin ustida ishlayotganda, sovuqni oldini olish va elektr toki urishidan himoya qilish uchun dastgoh yonida yog'och panjara qo'yiladi. Ish stollari orasidagi masofalar ONT-01-86 ga muvofiq umumiy o'lchamlarga va tartibga qarab olinadi. Ish stollarini devorlarga yaqin joyda o'rnatish mumkin, agar u erda isitish radiatorlari, quvurlar va boshqa jihozlar joylashtirilmasa. Kreslolar balandligi sozlanishi mumkin bo'lgan o'rindiqlarga ega bo'lishi kerak va tercihen sozlanishi orqalari bo'lishi kerak. Demontaj va yig'ish ishlarini bajarish uchun dastgohlar ishlashga qulay bo'lishi uchun dastgoh yoki oyoq dastgohlari uchun stendlar yordamida ishchining balandligiga moslashtiriladi. Ish stolining ishchi yuzasi bajarilgan ish turiga qarab lavha yoki linoleum bilan qoplangan. Saytda ko'p kishilik dastgohlardan foydalanilganda yoki ularni bir-biriga qarama-qarshi qo'yganda, ishlov beriladigan materialning uchib ketishi natijasida yaqin atrofda ishlaydiganlarning shikastlanishiga yo'l qo'ymaslik uchun to'rli metall ajratuvchi qism o'rnatiladi. Bo'limning balandligi kamida 750 mm, hujayra o'lchami esa 3 mm dan oshmasligi kerak.
Barcha ish joylari toza bo'lishi va ehtiyot qismlar, asbob-uskunalar, asboblar, jihozlar va materiallar bilan aralashmasligi kerak. Ta'mirlash vaqtida dvigateldan chiqarilgan qismlar va agregatlar ehtiyotkorlik bilan maxsus tokchalarga yoki polga joylashtirilishi kerak.
Qo'l asboblari yaxshi holatda, toza va quruq bo'lishi kerak. Uni yo'q qilish, asboblarni yo'q qilish kabi, kamida oyiga bir marta amalga oshirilishi kerak. Asbob tutqichga mahkam o'rnatilgan bo'lishi va qo'pol po'latdan yasalgan takozlar bilan o'ralgan bo'lishi kerak. Tutqichning o'qi asbobning bo'ylama o'qiga perpendikulyar bo'lishi kerak. Tutqichning uzunligi asbobning og'irligiga qarab tanlanadi: bolg'a uchun 300 - 400 mm; balyoz uchun 450 - 500 mm. Temir arra, fayllar, tornavidalar va qirg'ichlarning tutqichlari bandaj halqalari bilan mahkamlangan bo'lishi kerak.
4.2 Saytda asosiy ishlarni bajarishda xavfsizlik talablari
Dvigatellar va ehtiyot qismlarni yuvishda gidroksidi eritmalarning konsentratsiyasi 5% dan oshmasligi kerak. Qo'rg'oshinli benzinda ishlaydigan dvigatel qismlari tetraetil qo'rg'oshin konlarini kerosin bilan zararsizlantirgandan so'ng yuviladi. Ishqoriy eritma bilan ehtiyot qismlar va qismlarni yuvgandan so'ng, ularni issiq suv bilan yuvish kerak. Yonuvchan suyuqliklarni tozalash uchun ishlatish qat'iyan man etiladi. Sintetik detarjen sirt faol moddalardan foydalanganda ular maxsus idishlarda yoki to'g'ridan-to'g'ri kir yuvish mashinasining idishlarida oldindan eritiladi. Suv harorati qismlarning harorati 18 - 20 ° C dan oshmasligi kerak. Qo'llarni himoya qilish va eritmaning ko'zning shilliq qavatiga chayqalishining oldini olish uchun ishchilar xavfsizlik ko'zoynaklari, rezina qo'lqoplar va dermatologik mahsulotlardan (silikon krem, IER-2 pastasi) foydalanishlari kerak.
Silliqlash mashinalarida ishlaganda, abraziv g'ildirakka alohida e'tibor berilishi kerak. Uni tekshirish, yoriqlar bor-yo'qligini tekshirish (og'irligi 200 - 300 g bo'lgan yog'och bolg'a bilan to'xtatilgan holatda urilganda aniq tovush chiqaradi), mustahkamligi va muvozanati tekshirilishi kerak.
Dvigatel hududida ishlarni bajarish uchun faqat xavfsizlik bo'yicha mashg'ulotlardan o'tgan va ishlarni bajarish uchun to'g'ri texnikaga o'rgatilgan ishchilarga ruxsat beriladi.
Tsilindrlarda zerikarli ishlarni bajarayotganda, silindr bloki jiglar yordamida dastgoh to'shagiga mahkam bog'langan bo'lishi kerak, ish qismlarini qo'llaringiz bilan ushlab turish taqiqlanadi;
Demontaj va yig'ish ishlarini bajarishda kalitlarni yong'oq va murvatlarning o'lchamiga qarab tanlash kerak. Kalit og'zining o'lchami murvat boshlari va yong'oq yuzlarining o'lchamidan 0,3 mm dan oshmasligi kerak. Kalitlarda yoriqlar, tirqishlar, burmalar, parallel bo'lmagan jag'lar yoki eskirgan jag'lar bo'lmasligi kerak. Yong'oqlarni katta kalitlar bilan ochish va murvat va yong'oqlarning chetlari va kalitning jag'lari orasiga metall plitalar qo'yish taqiqlanadi.
Yew jag'lari tugallanmagan sirtga ega bo'lishi kerak - tirqish. Jag'larni mahkamlaydigan vintlar yaxshi holatda bo'lishi va mahkamlangan bo'lishi kerak. Siqish vintida yoriqlar va chiplar bo'lmasligi kerak.
4.3 Binolar uchun xavfsizlik talablari
Dvigatel qismining ishlab chiqarish maydoni toza bo'lishi kerak. Uni muntazam nam tozalash kerak va pollar yog ', axloqsizlik va suv izlaridan tozalanishi kerak. Erga to'kilgan yog'ni talaş va qum kabi changni yutuvchi materiallar yordamida darhol tozalash kerak. Xona ta'minot va egzoz ventilyatsiyasi bilan jihozlangan bo'lishi kerak.
Ishchilarni shovqindan himoya qilish uchun sinov dastgohi xonasi xonaning qolgan qismidan bo'linma bilan ajratilgan bo'lishi kerak. Sinov xonasi mahalliy chiqindi gazni assimilyatsiya qilish bilan jihozlangan bo'lishi kerak.
5. Xulosa
Kursni loyihalash jarayonida quyidagi bo'limlarda muammolar hal qilindi:
Hisoblash va texnologik bo'lim
texnik xizmat ko'rsatish va ta'mirlash rejimi standartlarini tanlash, sozlash
texnik tayyorgarlik koeffitsienti va transport vositasidan foydalanish koeffitsientining dizayn qiymatlarini aniqlash
ATPda avtomobilning yillik yurishini aniqlash
avtotransport vositalariga texnik xizmat ko'rsatishning yillik va smenali dasturini belgilash
ATPda harakatlanuvchi tarkibga texnik xizmat ko'rsatish va ta'mirlashning umumiy yillik mehnat zichligini aniqlash
loyihalash ob'ektidagi ishlarning umumiy yillik mehnat zichligini aniqlash
Tashkiliy bo'lim
ATPda texnik xizmat ko'rsatish va texnik ta'mirlashni ishlab chiqarishni tashkil etish usulini tanlash
loyihalash joyidagi texnologik jarayon diagrammasi
ishlab chiqarish birliklari uchun ish rejimlarini tanlash
TR postlari sonini hisoblash
texnologik jihozlarni tanlash
dvigatel ustaxonasining ishlab chiqarish maydonini aniqlash.
6. Adabiyotlar
1. Darslik V.I. Karagodin, N.N. Mitroxin "Avtomobil va dvigatelni ta'mirlash" 5-nashr. Moskva. 2008 yil
2. Avtomobil transportining harakatlanuvchi tarkibiga texnik xizmat ko'rsatish va ta'mirlash to'g'risidagi nizom /RSFSR Avtotransport vazirligi. - M.: Transport, 1986 yil.
4. GAZ-53A avtomobili uchun qo'llanma. 29-nashr. Gorkiy 1980 yil
Allbest.ru saytida e'lon qilingan
Qisqa Tasvir
Avtotransport vositalaridan foydalanish samaradorligi transport jarayonini tashkil etishning mukammalligiga va transport vositalarining xususiyatlariga, ma'lum chegaralarda, ularning kerakli funktsiyalarni bajarish qobiliyatini tavsiflovchi parametrlarning qiymatlarini saqlashga bog'liq. Avtomobilni ishlatish jarayonida uning funksional xususiyatlari eskirish, korroziya, qismlarning shikastlanishi, ular ishlab chiqarilgan materialning charchashi va boshqalar tufayli asta-sekin yomonlashadi.Avtomobilda turli nosozliklar paydo bo'ladi, bu esa undan foydalanish samaradorligini pasaytiradi. Kamchiliklar paydo bo'lishining oldini olish va ularni o'z vaqtida bartaraf etish uchun avtomobil texnik xizmat ko'rsatish (MOT) va ta'mirlashga duchor bo'ladi.
Mundarija
Kirish
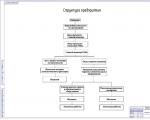
ATP va dizayn ob'ektining xususiyatlari
1. Hisoblash va texnologik bo'lim
1.1 Texnik xizmat ko'rsatish va ta'mirlash rejimi standartlarini tanlash va sozlash
1.2 Texnik tayyorgarlik koeffitsientining dizayn qiymatlarini va transport vositasidan foydalanish koeffitsientini aniqlash
1.3 ATPda avtomobilning yillik yurishini aniqlash
1.4 Avtotransport vositalariga yillik va smenali texnik xizmat ko'rsatish dasturini aniqlash
1.5 ATPda harakatlanuvchi tarkibga texnik xizmat ko'rsatish va ta'mirlashning umumiy yillik mehnat zichligini aniqlash.
1.6. Loyihalash ob'ektidagi ishlarning umumiy yillik mehnat zichligini aniqlash
1.7 ATP va loyihalash maydonchasida ta'mirlash ishchilarining sonini aniqlash
2. Tashkiliy qism
2.1 ATPda texnik xizmat ko'rsatish va muntazam ta'mirlashni tashkil qilish usulini tanlash
2.2 Loyihalash maydonchasidagi texnologik jarayonning sxemasi
2.3 Ishlab chiqarish birliklarining ish rejimini tanlash
2.4 TR zonalaridagi postlar sonini hisoblash
2.5 Texnologik jihozlarni tanlash
2.6 Dvigatel uchastkasining ishlab chiqarish maydonini hisoblash
3. Texnologik xarita
4. Xavfsizlik choralari
4.1 Asboblar, asboblar va asosiy texnologik uskunalar uchun xavfsizlik talablari
4.2 Saytda asosiy ishlarni bajarishda xavfsizlik talablari
4.3 Binolar uchun xavfsizlik talablari
5. Xulosa
6. Adabiyotlar